请问有哪些公司是专门致力于超精密零件加工的?质量服务要有比较好的保障的。
网上资料了解到,深圳有一家叫华能精密有限公司的,是专门从事于超精密五金零件加工、机器设备零件加工、汽车零件加工、电子行业零件加工、医疗设备零件,航空航天零件加工,精密五金模具,精密治工具加工,精密检查治具加工等,这家公司拥有日本先进加工设备和成熟的加工技术,质量服务态度还是比较有保障的。国内加工精密零件的工厂有哪些?
石家庄华成精密铸造有限公司,拥有年产精密铸件800吨的生产能力和强大的机加能力,有兴趣可以拨打电话0311-85176555进行咨询,联系人:靳总。本人上海985硕士一枚,方向是机器人复杂零件加工,主要做离线编程和视觉这块,上位机有所接触,之后因
1、视觉讲究的是实战项目经验,基本这个行业比较的硕士很多,如果有1~2年的项目实战编程经验,特别是能独立完成视觉图像处理和下位机运动控制这块,会更吃香! 2、北方的市场,视觉方面还是很多的,既然是机器视觉,就不要局限在机器人方面,视觉不也可以么?北京的ABB确实是做运营这块的。 3、富士康是机器人最大的应用场合,楼主不反感富士康,可以在廊坊去接触看看。 4、介绍一个新兴行业,楼主可以关注一下,LCD屏幕的视觉检测。这个算是比较前沿的视觉检测,北京有BOE,待遇应该还是不错的。 5、北京也有很多做配件的公司,他们也做项目,比如大恒、凌云、三宝兴业等等。 个人建议楼主,应该结合你现阶段的基础,做下我公司是一家模具加工企业,针对管理环节有点薄弱,在所难免的。想找寻一家进度管理的软件公司
你可以去了解一下苏州微缔软件有限公司的模具管理软件,专门针对中国模具制造,机械装备,精密机械电子零部件,电子电器以及医药化工等制造行业研究设计开发企业管理软件。经过多年潜心研究,以这些制造企业实际管理需求为基础,以先进的生产制造执行系统MES为核心架构,集成ERP、SCM、CRM、APS等国内外许多先进管理理念和方法,采用先进的B/S系统架构,设计开发并形成MES-M系列(简称M系列)和MES-V系列(简称V系列)两大系列管理系统。 模具制造项目管理MES-PM简介 模具企业是一种单件小批量研发式生产特点。因此项目制特征非常明显。众所周知,模具企业在售前要面对客户进行不断的销售报价跟踪,接单后有没有适合机械加工制造行业的APS生产计划排程软件?最好有具体的应用案例和解决方案介绍的厂商?
国内比较知名的有:易普优APS,小吉星APS、施达优APS、安达发APS;
国外Asprova APS,永凯APS,西门子Preactor, Ge Scheduler;
近几年易普优APS凭借华中科技大学背景,厚积薄发交付了不少项目,其中针对机械加工行业的APS解决方案也有典型性,有中车集团的案例,具体解决方案从易普优官网转载如下:
一、机械加工行业现状
机械制造业在生产管理上的主要特点是:离散为主、流程为辅、装配为重点。机械制造业的基本加工过程是把原材料分割,大部分属于多种原材料平行加工,逐一经过车、铣、刨、磨或钣金成型等加工工艺,成为零件,然后组装制成为产品的装配式复杂多步骤生产。生产管理特点如下:
生产方式:专用设备生产以按订单生产为主,按订单设计、按订单装配和按库存生产为辅;通用设备生产以按订单生产和按库存生产相结合,按订单设计、按订单装配为辅。
生产批量:根据机械产品结构和生产批量的不同,可分为单件小批量生产,多品种、中小批量生产和大量流水生产3种类型。传统上装配车间多属于中小批量生产类型,零部件生产车间则多属于多品种中小批量生产类型或大批量生产类型。
产品配置复杂,BOM层次多,边设计边生产,且首件生产周期长,工过程艺变更对生产计划影响较大。制造工艺复杂,加工工艺路线具有很大的不确定性,一种零部件或产品可以有多种工艺并存,生产过程所需机器设备和工装夹具种类繁多。
订单多数按项目型接单制造方式,整个生产运营过程,按项目号、产品型号、零部件进行单件跟踪和成套控制。
生产计划:产品结构复杂,制造工艺复杂,产品中各部件制造周期长短不一和产品加工工艺路线的不确定性,造成管理对象动态多变,因此为了保证产品成套、按期交货,又要尽可能减少在制品积压,导致生产物资管理工作十分复杂,需要从每一产品的交货期倒推,周密安排各部件、零件、毛坯的投入/产出数量和时间;生产计划的制订与车间任务工作繁重,影响生产过程的不确定因素多,导致制订生产、采购计划困难。
产品零部件加工采用自制和委外加工结合模式,中间部分工序由于工艺特性需要委外加工,甚至需要出口委外,委外周期长。
机械制造业企业由于主要是离散加工,产品的质量和生产率很大程度依赖于工人的技术水平,而自动化程度主要在单元级,例如数控机床、柔性制造系统等。
产品中各部件制造周期长短不一和产品加工工艺路线的复杂性造成在制品管理不易。
二、中车集团需求
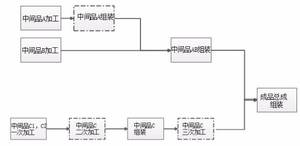
中车集团某子公司主要有三个不同车间:“A车间-C车间-F车间”。A车间负责中间品A和中间品B的加工和中间件的组装,有全自动的智能化加工线和手工线,生长周期在1周左右。C车间主要生产中间品C的零部件生产、多次加工与组装,生长周期在1个月左右。F车间按照客户订单完成最终成品的组装,生产周期短,制定3日计划。因此,排程需要考虑部分特殊的工艺和车间的联动计划,具体需求如下:
 Ø 多版本工艺路线:需要支持产品存在多条不同的工艺路线生产。
Ø 多版本工艺路线:需要支持产品存在多条不同的工艺路线生产。
产线/机台负荷均衡:综合考虑各产线之间的负载平衡生产,工序有多个候选机台时,保证机台加工负载均衡;提高设备利用率。
物料齐套约束:除了自制件,还需要考虑外购物料是否齐套对生产计划的影响约束。
Ø 部装和总装车间协同排产:中间品加工、部件组装、成品组装属于不同的车间,排程周期不一样,排程时需考虑按照总装的计划倒推出部装的计划,同时当部装的计划调整时,需考虑调整对总装的计划影响。
Ø 工序拆分和批量委外加工生产:订单成品和中间件,需要拆分成单件进行生产跟踪;部分工序需要委外生产,需要集齐N件之后批量委外生产。
Ø 产品组合(混流)生产:不同种类的中间品C在退火工序一次可加工数量不一样,需要根据订单产品组合生产。
Ø 炉资源选择条件:如中间品C在退火工序使用退火炉,需根据产品种类选择退火炉设备,且加工数量不一样,要求同时开始同时结束。
Ø 工序缓冲时间:很多工序是离散工位,需要考虑工序之间的衔接等待缓冲时间。
Ø 自动一键排程:将计划员的经验和排程逻辑固化到系统排程约束规则后,计划的制定能一键智能排产,自动排程响应计划调整。
Ø 响应各类生产异常:设备停机、维修、保养;生产延期、缺料、紧急插单都会影响订单的生产,在出现异常的情况应该保持之前已下发锁定的订单生产顺序的不变,快速响应异常调整计划。
Ø 滚动排程:计划需要考虑生产执行情况,滚动排程,形成闭环计划。
三、易普优APS解决方案
针对该企业的生产计划排程需求,易普优APS(高级计划排程系统)设计并提供了对应的解决方案:
1.排程整体流程设计
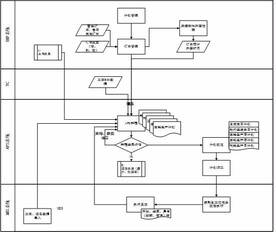
业务流程描述:
工艺管理系统将APS系统所需的工艺BOM数据传入APS。
ERP系统根据订单管理分解出相关的需求订单,检查物料齐套后,将订单数据和物料预计齐套时间传入APS。
APS系统根据系统提供的订单、工艺数据,考虑工艺、产能、订单、产品等多方面的约束条件,生成相应的可执行的工序级计划。
计划员对排程结果进行评估,若计划NG则往上沟通反馈,乃至计划确认。根据计划反馈确认委外情况、是否延期或通过其他方式完成。
根据计划下达周期锁定N天计划并下达工位作业生产计划到MES系统。
MES根据现场的执行情况,对计划的执行以及影响计划的异常进行反馈进入APS,APS对相应的需求订单、设备计划进行滚动排程,生产新的生产计划重新发布。
系统建模与排程结果
易普优APS针对各个工序的资源设备产能约束和排程期望进行系统建模,分工序通过了业务的逻辑建模与功能验证,用真实的数据各车间单工序滚动验证,然后进行三个车间的串联,确保计划实际指导生产。
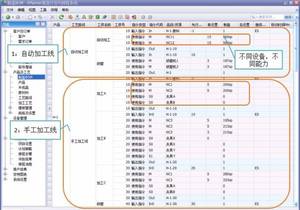
1) 多版本工艺路线:易普优APS支持多条工艺路径的建模方式,如下某中间部件存在自动化生产线和手动加工线两种不同的工艺路线。
2) 产线设备加工负载均衡:易普优APS系统设置资源评估参数,确保设备线体加工负载均衡。
3) 物料齐套约束:易普优APS在排程前,和ERP系统集成,动态获取物料齐套检查后的物料预计齐套时间,作为订单可以开始排程的最早开始时间约束,确保订单生产不会出现缺料的情况。
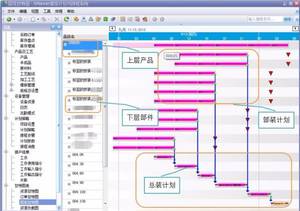
4) 总装部装计划协同:易普优APS支持总装和部装的多级计划协同,通过总装计划拉动部装的计划进行逆向排程。
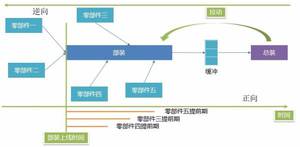
考虑到部装和总装的父子约束关系,易普优APS支持父子订单约束关系,确保子订单完成后,父订单才可以开工。
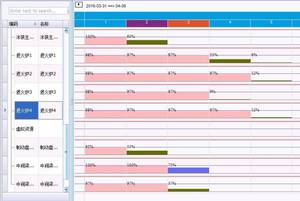
 5) 产品组合生产和炉资源选择:需要考虑产品类型,易普优APS可以设置资源有效条件进行约束控制建模,确保对应种类的产品在相应的资源上生产且符合对应产能节拍和可生产数量,且同进同出。
5) 产品组合生产和炉资源选择:需要考虑产品类型,易普优APS可以设置资源有效条件进行约束控制建模,确保对应种类的产品在相应的资源上生产且符合对应产能节拍和可生产数量,且同进同出。
排程结果如下:针对机车和地铁类型的产品,在不同的退火炉上可生产的数量和种类是不一样的。

6) 订单的拆分批量和委外:易普优APS满足在工序模板设置拆分批量,进行订单的拆分和批量生产。可支持建立委外资源管理,进行中间工序委外加工管控。如下,其他工序订单单件拆分,调质工序按照4个为批量进行委外生产。

7)前后工序的衔接等待:易普优APS可支持工序的前后缓冲时间的设置。
 8)生产异常反馈:在计划完成后,如出现生产异常或者订单变更;考虑生产执行情况;在APS系统录入生产实绩和异常反馈,易普优APS支持一键排程,响应计划的调整。
8)生产异常反馈:在计划完成后,如出现生产异常或者订单变更;考虑生产执行情况;在APS系统录入生产实绩和异常反馈,易普优APS支持一键排程,响应计划的调整。

四、应用效果
1.易普优APS系统通过与其他系统的集成,获取生产订单和工艺约束,进行基于有限产能和设备的一键排产,改变现有通过EXCEL手工排程模式,提高计划员制定计划的效率,解决生产计划和实际生产环节脱节的问题,提高价值链增值效率
2.通过梳理计划员的经验,建立和优化排程规则固化到系统,并考虑更精细化的约束,排程到具体工位,实现精益生产和均衡生产,提高了设备利用率,使的生产过程的管控和物料的管控更加透明化。
3.通过部装和总装的多车间协同计划,以客户需求为中心,建立企业统一的计划体系。以计划体系为纽带,全面协调销售、采购、生产、委外加工、库存和发运的关键管理流程,实现整机装配计划于零部件加工计划的有效衔接,实现企业内部各环节的业务协同,以最快的速度响应客户需求,缩短交货期,提高交货准时率。
4.对于机械行业工艺替代频繁的特点,提供了多工艺路线解决方案,方便企业管理人员在车间排产时进行灵活决策。
5.通过精细工序级的物料计划,指导物料的配送,通过物料配套检查的齐套时间约束排程,确保生产计划考虑物料齐套问题,解决机械产品物料复杂,物料缺料待产频繁的难题。减少因为缺料等问题造成订单的延期,同时也降低了中间工序待料时间,缩短整体制造周期。