精铣如图所示零件的外轮廓,试编程
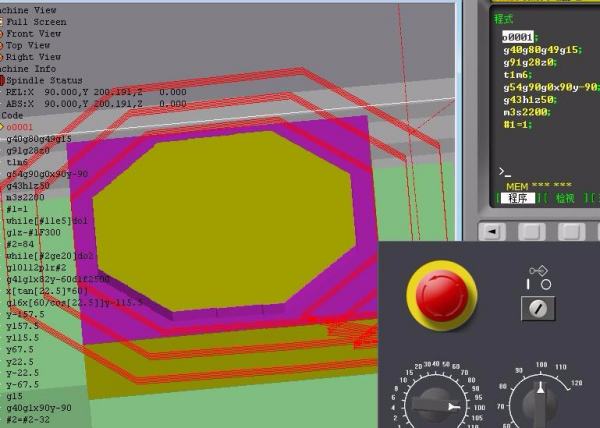
o0001
g40g80g49g15
g91g28z0
t1 m6
g54 g90 g0 x90 y-90
g43 h1 z50
m3 s2200
#1=1
while[#1 le 5] do1
g1 z-#1 F300
#2=42
while[#2 ge 10] do2
g10 l12 p1 r#2
g41 g1 x82 y-60 d1 f2500
x[tan[22.5]*60]
g16 x[60/cos[22.5]] y-115.5
y-157.5
y157.5
y115.5
y67.5
y22.5
y-22.5
y-67.5
g15
g40g1x90y-90
#2=#2-16
END2
#1=#1+1
end1
g0 z50
m9
g91g28z0
m5
g91g28y0
m30
没时间,弄个偷懒的宏程序给你,要是想简化刀路,提高效率的话就要算坐标或者旋转坐标来铣。
数控如何编程?
问题一:数控车床怎么编程? O1 程序命名,大写字母O开头 N1; 实际操作里面,使用N了表示一段工序 T0101; 选择1号刀具,后面一个01是摩耗 M03 S500; 主轴正转,转速为500转 G00 Z1.0; 快速靠近工件 X52.; G71 U1.R0.3; 外圆粗加工循环,单边进给量为0.3 G71 P10Q20U0.1W0.05F0.15; 定义粗加工的其他参数 N10 G00 X16.; 其实程序段N10,注意第一行一定要走X轴! G01 Z0 F0.05; F为精加工的进给速度,粗加工不受影响。 X20.Z-2.; 20外圆右边倒角 Z-20.; 20的外圆面 X30.Z-3数控编程试题及答案
数控加工工艺与编程考试题(6) 注 意 事 项 1. 请首先按要求在试卷的标封处填写您的姓名、考号和所在单位的名称。 2. 请仔细阅读各种题目的回答要求,在规定的位置填写您的答案。 3. 不要在试卷上乱写乱画,不要在标封区填写无关内容。 一、判断题(第1~20题。将判断结果填入括号中。正确的填“√”,错误的填“×”。每题1.0分。满分10分) ( )1、高速钢车刀的韧性虽然比硬质合金高,但不能用于高速切削。 ( )2、硬质合金是一种耐磨性好,耐热性高,抗弯强度和冲击韧性多较高的一种刀具材料。 ( )3、在工具磨床上刃磨刀尖能保证切削部分具有正确的几何角度和尺寸精度及较小的表面粗糙度。 ( )求职业技能培训数控加工中心试题
这些够多了吧~ 1. 在加工界面内计算刀具中心轨迹时,其刀具半径是r值,r与球头刀半径R的关系为(A )。 A、r=Rsinφ B、r=R4sinφ C、r=Rtanφ D、r=4R2cosφ 2. 宏程序的(A )起到控制程序流向作用。 A、控制指令 B、程序字 C、运算指令 D、赋值 3. 2.5维编程是( A)的加工编程方法。 A、三坐标运动、二坐标联动 B、三坐标运动、三坐标联动 C、二坐标运动、三坐标联动 D、二坐标运动、二坐标联动 4. 已知直线经过(x1,y1)点,斜率为k(k≠0),则直线方程为( )。 A、3y-y1=x-x1 B、y=3kx+b-2 C、y-y1=k(x-x走刀的走刀路线的选择
走刀路线是刀具在整个加工工序中相对于工件的运动轨迹,它不但包括了工序的内容,而且也反映出工序的顺序。走刀路线是编写程序的依据之一。因此,在确定走刀路线时最好画一张工序简图,将已经拟定出的走刀路线画上往(包括进刀、退刀路线),这样可为编程带来不少方便。
工序顺序是指同一道工序中,各个表面加工的先后次序。它对零件的加工质量、加工效率和数控加工中的走刀路线有直接影响,应根据零件的结构特点和工序的加工要求等公道安排。工序的划分与安排一般可随走刀路线来进行,在确定走刀路线时,主要遵循以下原则:
1.应能保证零件的加工精度和表面粗糙度要求
如图1所示,当铣削平面零件外轮廓时,一般采用立铣刀侧刃切削。刀具切进工件时,应避免沿零件外廓的法向切进,而应沿外廓曲线延长线的切向切进,以避免在切进处产生刀具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡。同理,在切离工件时,也应避免在工件的轮廓处直接退刀,而应该沿零件轮廓延长线的切向逐渐切离工件。
铣削封闭的内轮廓表面时,若内轮廓曲线答应外延,则应沿切线方向切进切出。若内轮廓曲线不答应外延,如图2所示,刀具只能沿内轮廓曲线的法向切进切出,此时刀具的切进切出点应尽量选在内轮廓曲线两几何元素的交点处。当内部几何元素相切无交点时,为防止刀补取消时在轮廓拐角处留下凹口,刀具切进切出点应阔别拐角。
图3所示为圆弧插补方式铣削外整圆时的走刀路线图。当整圆加工完毕时,不要在切点处直接退刀,而应让刀具沿切线方向多运动一段间隔,以免取消刀补时,刀具与工件表面相碰,造成工件报废。铣削内圆弧时也要遵循从切向切进的原则,最好安排从圆弧过渡到圆弧的加工路线,如图4所示,这样可以进步内孔表面的加工精度和加工质量。
对于孔位置精度要求较高的零件,在精镗孔系时,镗孔路线一定要留意各孔的定位方向一致,即采用单向趋近定位点的方法,以避免传动系统反向间隙误差或丈量系统的误差对定位精度的影响。
铣削曲面时,常用球头刀采用行切法进行加工。所谓行切法是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的间隔是按零件加工精度的要求确定的。
对于边界敞开的曲面加工,可采用两种走刀路线。如发动机大叶片,采用图5左图所示的加工方案时,每次沿直线加工,刀位点计算简单,程序少,加工过程符合直纹面的形成,可以正确保证母线的直线度。当采用图5右图所示的加工方案时,符合这类零件数据给出情况,便于加工后检验,叶形的正确度较高,但程序较多。由于曲面零件的边界是敞开的,没有其他表面限制,所以边界曲面可以延伸,球头刀应由边界外开始加工。
在图6中,左图和中图分别为用行切法加工和环切法加工凹槽的走刀路线,而右图是先用行切法,最后环切一刀光整轮廓表面。三种方案中,左图方案的加工表面质量最差,在周边留有大量的残余;中图方案和右图方案加工后的能保证精度,但中图方案采用环切的方案,走刀路线稍长,而且编程计算工作量大。
此外,轮廓加工中应避免进给停顿。由于加工过程中的切削力会使工艺系统产生弹性变形并处于相对平衡状态,进给停顿时,切削力忽然减小会改变系统的平衡状态,刀具会在进给停顿处的零件轮廓上留下刻痕。
为进步工件表面的精度和减小粗糙度,可以采用多次走刀的方法,精加工余量一般以0.2mm~0.5mm为宜。而且精铣时宜采用顺铣,以减小零件被加工表面粗糙度的值。
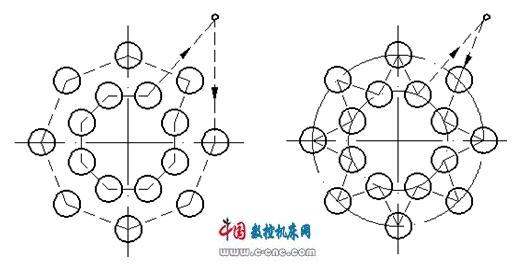
2.应使走刀路线最短,减少刀具空行程时间,进步加工效率
如图7所示是正确选择钻孔加工路线的例子。按照一般习惯,总是先加工均布于同一圆周上的8个孔,再加工另一圆周上的孔,如图7左图所示。但是对点位控制的数控机床而言,要求定位精度高,定位过程尽可能快,因此这类机应按空程最短来安排走刀路线,如图7右图所示,以节省时间。